
盟自约 豪自信
匠心于平板 / 管道工程的坡、割、焊!
服务热线:




/
/
/

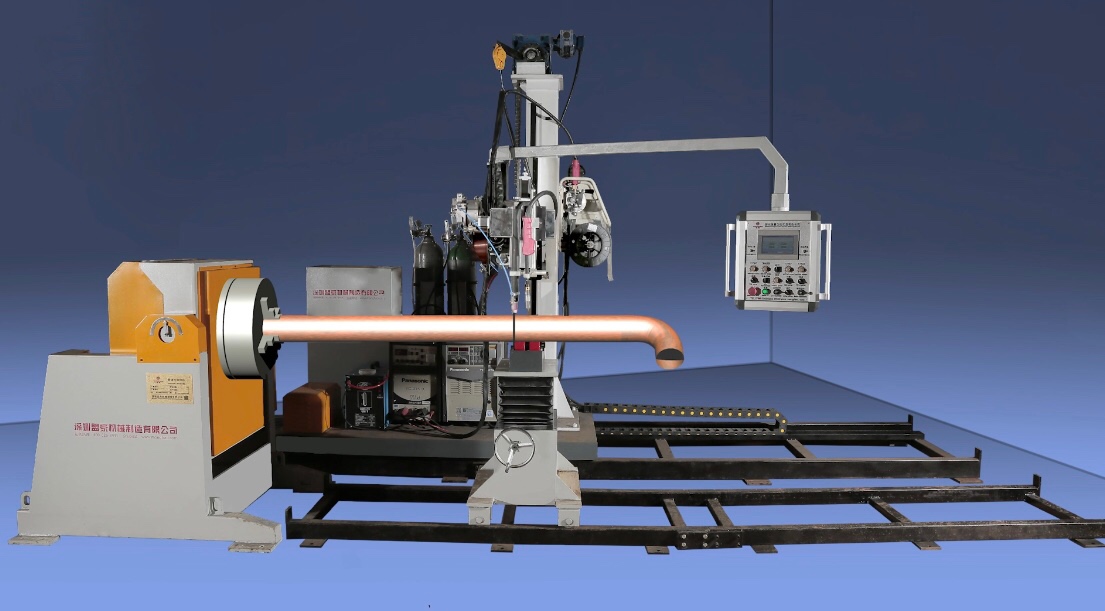




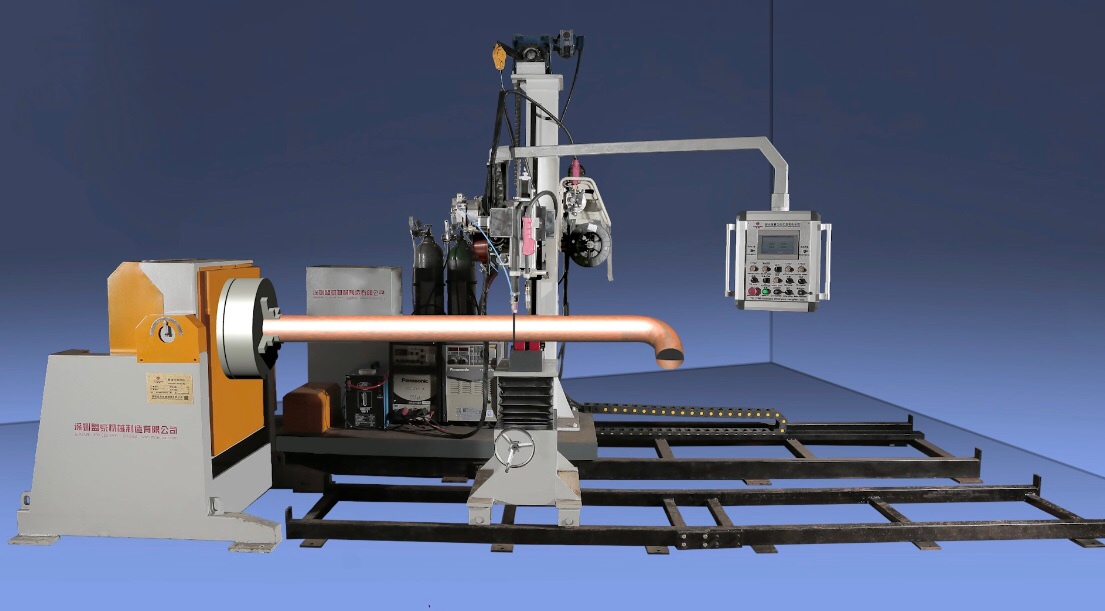
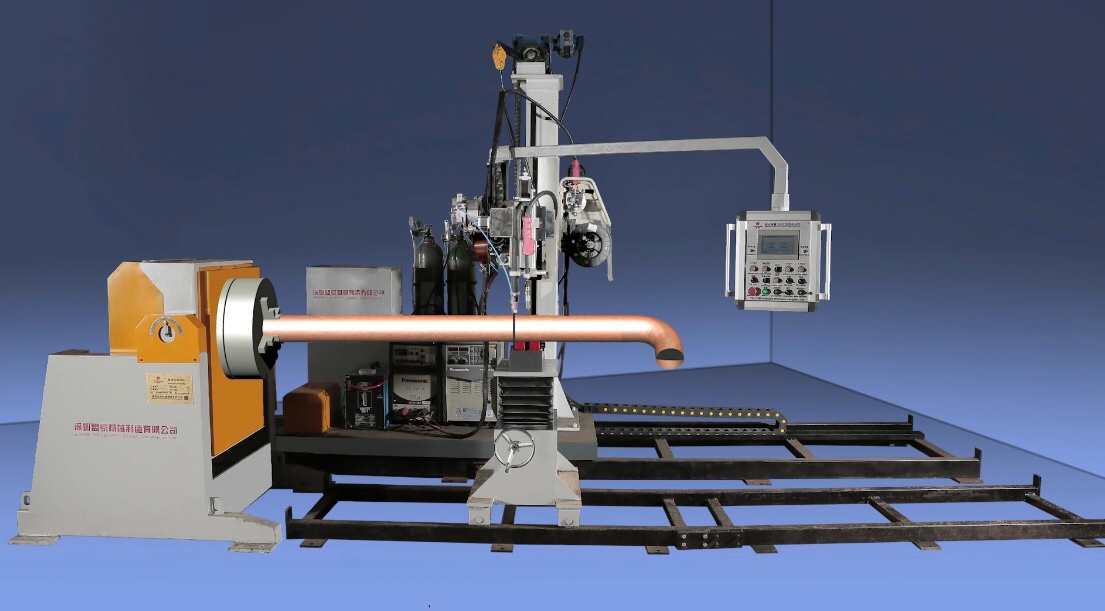
卡盘式台式自动焊接专机
关键词:管件预制 自动焊接
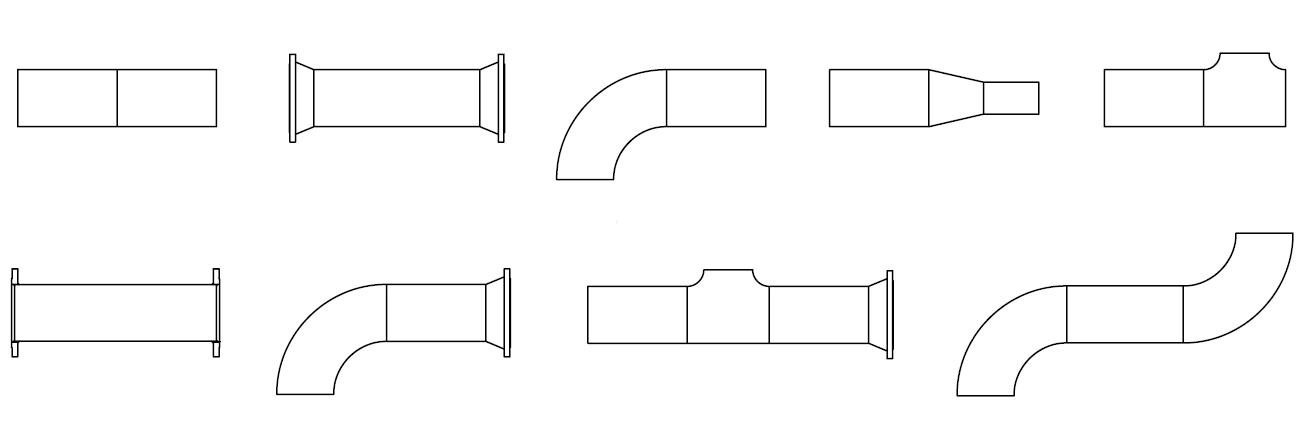
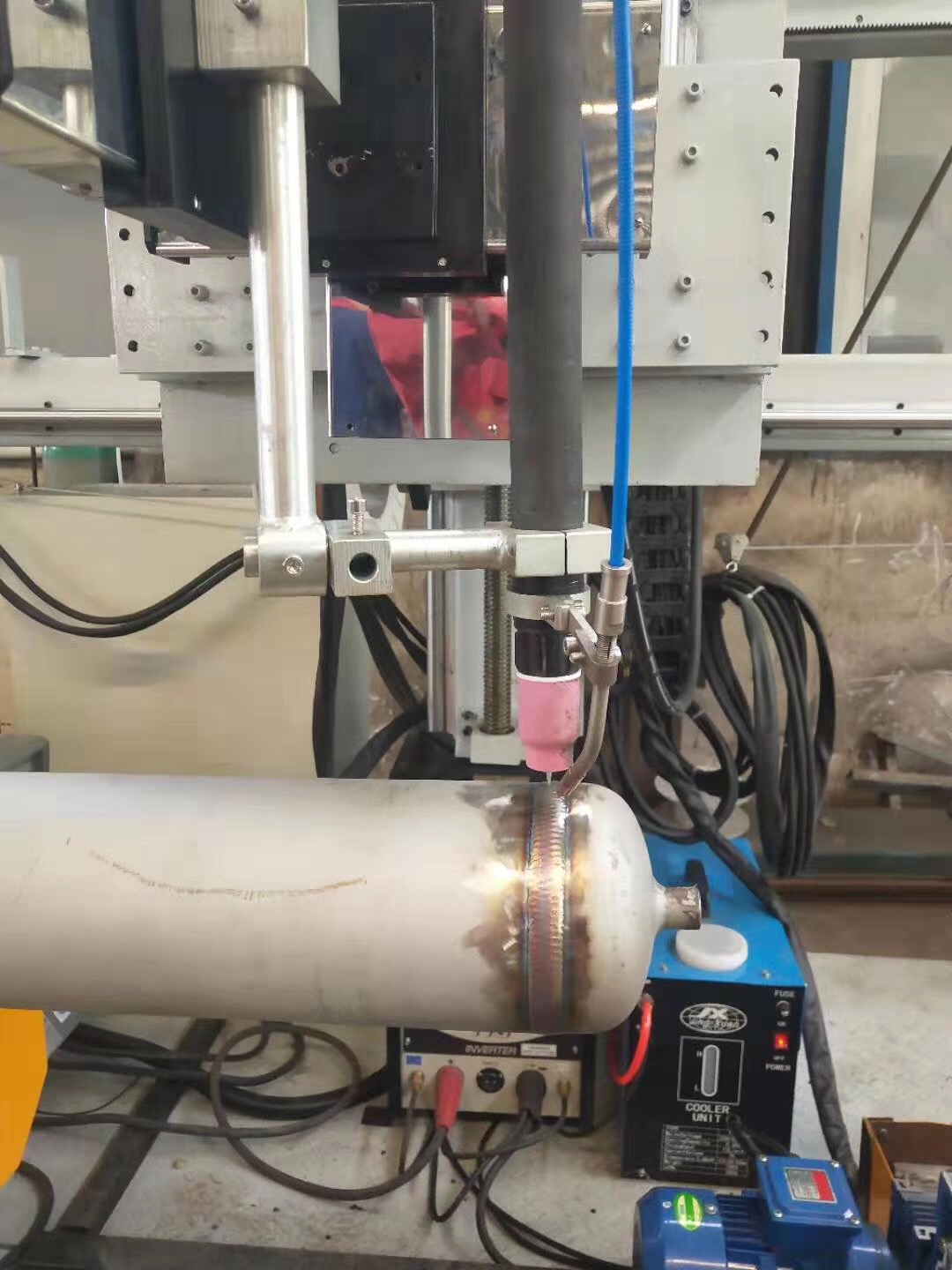
卡盘式管道自动焊机主要用于管道预制的自动打底、填充、盖面焊接,配备熔化极气保焊、钨极氩弧焊(可选热丝氩弧焊)、埋弧焊等焊接工艺,可为:直管与直管对接自动焊、直管与锥型管自动焊、直管与法兰自动焊、直管与弯头自动焊、直管与三通对接自动焊。
自动焊大大减轻焊工劳动强度,提升焊接功效,稳定焊接质量。
采用自动化焊接,简单易学、操作方便。
在化工、空调机房、撬装、电建、环保设备、石化等管道焊接行业广泛应用。
数量
-
+
库存:
0
1







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
文件下载
DOWNLOAD
-

台式自动焊产品画册 可下载打印.pdf


-
服务热线:
+86-755-2309 0202 -
传真:+86-755-81797390
业务销售:136-3260-5899
E-mail:sales@monghao.com
地址:深圳市龙华观澜镇桂月路硅谷动力汽车电子创业园

关注我们
© COPYRIGHT 2020 半岛电子(中国)有限公司官网. ALL RIGHTS RESERVED粤ICP备13045665号 网站建设:中企动力深圳